ناسا تقنيات اللحام يمكن أن تحدث ثورة تصنيع الزوارق

نظام USW Prototype في MSFC. الصورة: ناسا

الشكل 4. هيكل سداسي البروم ثنائي الفينيل هو عبارة عن هيكل من نوع TSW. الصورة: ناسا
-سميكة-التيتانيوم-لاحظ-90537 "الشكل 3: تم الانتهاء من TSW من 0.6 سم (12 ملم) سميكة CP التيتانيوم. لاحظ التشويه الحراري الأدنى. الصورة: ناسا")
الشكل 3: تم الانتهاء من TSW من 0.6 سم (12 ملم) سميكة CP التيتانيوم. لاحظ التشويه الحراري الأدنى. الصورة: ناسا

الشكل 3 CP Ti .500 في لحام سميك الزاوية في الداخل والخارج. الصورة: ناسا
عمليات لحام الدول الصلبة التي يجري تطويرها لبرامج التصنيع في ناسا يمكن أن تقلل إلى حد كبير تكاليف تصنيع الزورق
سواء كان الأمر يتعلق بزورق القطر أو سفينة الشحن أو سفينة الإمداد البحرية ، يقع الكثير من صناعة تصنيع الزوارق على طول الساحل الجنوبي للولايات المتحدة ولكن زيارة لأي من مرافق زوارق العمل في تلك المنطقة (أو أي مكان آخر في البلد) تكشف عن عمليات تصنيع قديمة وعتيقة استخدمت منذ سبعين عاما. عملية تصنيع قارب العمل مكلفة للغاية ، وكثيفة العمالة ، ولم تتغير حقاً منذ الحرب العالمية الثانية. ربما حان الوقت للعودة إلى لوحة الرسم وإعادة تصميم عملية تصنيع زورق العمل من الألف إلى الياء بحيث يمكن استخدام عمليات اللحام الصلبة الجديدة وغيرها من تقنيات الطيران في مركز مارشال لرحلات الفضاء (MSFC) التابع لوكالة ناسا لتقليل التكاليف وتقليل جداول التصنيع. على الرغم من أن تطوير اللحام في ناسا يركز على الانضباط الجوي ، إلا أن العديد من التطبيقات توجد لعمليات اللحام هذه ذات الحالة الصلبة في الصناعة البحرية.
لقد حققت تقنيات اللحام الصلبة في MSAS التابع لوكالة NASA تقدمًا كبيرًا هو دعم تطبيقات التصنيع في مجال الطيران والفضاء التابع لوكالة NASA. بالإضافة إلى اللحام بالتحريك الاحتكاكى التقليدى (C-FSW) و لحام التحريك الاحتراقى المتفاعل (SR-FSW) ، كلاهما يستخدمان فى تصنيع نظام تجويف البئر (SLS) ، تقوم MSFC أيضا بتطوير اللحام بالموجات فوق الصوتية (USW) ) وعمليات اللحام الحراري (TSW). تتفوق هاتان العمليتان على FSW حيث يتم فصل عناصر التسخين والتحريك والتزوير للسماح بالتحكم المستقل في كل عنصر. هذا يسمح لمزيد من التحكم في العمليات. تعود مزايا عملية العمليات الثلاثة الصلبة (FSW ، USW ، و TSW) إلى حقيقة أن عملية لحام الحالة الصلبة تحدث في الطور البلاستيكي تحت نقطة انصهار المواد التي يتم ربطها. هذا يحول دون أي احتمال لعيوب التصلب. وتشمل الفوائد القدرة على الانضمام إلى المواد التي يصعب لحام الاندماج ، على سبيل المثال 2XXX وسبائك الألومنيوم 7XXX ، والمغنيسيوم ، والنحاس. يمكن لعمليات اللحام الصلبة أن تستخدم معدات مصممة الغرض أو تكنولوجيا أدوات آلية معدلة ، كما أنها مناسبة للأتمتة وقابلة للتكيف لاستخدام الروبوت.
المزايا الأخرى هي كما يلي:
• انخفاض التشويه والانكماش ، حتى في اللحامات الطويلة.
• خصائص ميكانيكية ممتازة في اختبارات التعب والشد والانحناء.
• اللحامات تمر واحد.
• لا قوس أو أبخرة.
• لا المسامية.
• لا ترشيش.
• القدرة على العمل في جميع المواقف.
• كفاءة الطاقة.
• يمكن استخدام أداة واحدة للتحريك لمدة تصل إلى 1000 م (3280 قدم) من طول اللحام في سبائك الألمنيوم سلسلة 6XXX.
• لا حاجة لسلك المالئ.
• لا يوجد حماية غازية لألومنيوم اللحام.
• بعض التسامح مع الاستعدادات اللحمية غير الكاملة. طبقات أكسيد رقيقة يمكن قبولها.
• لا يوجد طحن أو تنظيف بالفرشاة أو تخليل مطلوب في الإنتاج الضخم.
• القدرة على لحام الألمنيوم والنحاس بسماكة لا تقل عن 75 مم (3 بوصات) في مسار واحد.
• ﺑﻣﺟرد إﻧﺷﺎء ﻣﻌﻟﻣﺎت اﻟﻟﺣﺎم ، ﯾﮐون ھﻧﺎك ﻋدد ﻗﻟﯾل ﺟدا ﻣن ﻋﻣﻟﯾﺎت اﻟﺗﺻﻟﯾﺢ اﻟﻼﺣﻘﺔ
لحام حراري حراري
 الشكل 2 TSW آلة عملاقة تستخدم لحام التيتانيوم في MSFC. Image: NASA قبل تقديم عملية TSW ، يجب الإشارة إلى أن FSW هي تقنية انضمام تتوسع في تطبيقه على الهياكل الفضائية كطريقة ربط صلبة الحالة مع خصائص مشتركة تفوق وصلات اللحام بالصهر. وترتبط أساليب FSW في المقام الأول مع سبائك الألومنيوم عالية القوة مثل سبائك آل لي تستخدم لتصنيع الدبابات المبردة ، والهياكل الداعمة ، ومكونات جسم الطائرة الصواريخ. هناك اهتمام كبير بتوسيع طرق دمج FSW إلى سبائك ذات قوة أعلى ودرجات حرارة أعلى لتضمين مكونات محرك الصاروخ وتطبيقات أخرى ذات درجة حرارة عالية للفضاء. ومع ذلك ، فإن قوى الاحتكاك العالية ودرجات الحرارة العالية في اللحام تجعل هذا تحديًا صعبًا.
الشكل 2 TSW آلة عملاقة تستخدم لحام التيتانيوم في MSFC. Image: NASA قبل تقديم عملية TSW ، يجب الإشارة إلى أن FSW هي تقنية انضمام تتوسع في تطبيقه على الهياكل الفضائية كطريقة ربط صلبة الحالة مع خصائص مشتركة تفوق وصلات اللحام بالصهر. وترتبط أساليب FSW في المقام الأول مع سبائك الألومنيوم عالية القوة مثل سبائك آل لي تستخدم لتصنيع الدبابات المبردة ، والهياكل الداعمة ، ومكونات جسم الطائرة الصواريخ. هناك اهتمام كبير بتوسيع طرق دمج FSW إلى سبائك ذات قوة أعلى ودرجات حرارة أعلى لتضمين مكونات محرك الصاروخ وتطبيقات أخرى ذات درجة حرارة عالية للفضاء. ومع ذلك ، فإن قوى الاحتكاك العالية ودرجات الحرارة العالية في اللحام تجعل هذا تحديًا صعبًا.
طورت ناسا مجموعة متنوعة مبتكرة من عملية FSW تدعى Thermal Stir Welding (TSW) ، وهي عملية تقدم حرارة إضافية لقطعة الشغل مستقلة عن التدفئة الاحتكاكية بين أداة التحريك والفلز. يظهر وصف لعملية TSW في الشكل 1 ويظهر الاختلافات بين عمليات FSW و TSW. في FSW ، لا يمكن فصل الـ RPM المتحرك لأداة التحريك ، والتسخين من كتف الفرك على سطح مفصل اللحام ، والقوة المضغوطة للضغط من الكتف. يفصل TSW عناصر العملية الثلاثة ويسمح بالتحكم المستقل في كل منها. يتم التحكم بشكل مستقل في RPM أداة التحريك وكذلك أحمال الضغط الانضغاطي من لوحات الاحتواء العلوية والسفلية. يتم التحكم في التسخين بشكل مستقل باستخدام لفائف الحث. نظرًا للتحكم المستقل لعناصر / معلمات العملية ، فإن المنفعة الحقيقية لـ TSW متحيزة بشكل خاص إلى مادة لوح أكثر سمكًا وألواح مقاومة للحرارة أعلى قوة (أي التيتانيوم والصلب و Inconels ، الخ) حيث يوجد عدم تطابق بين تحريك المعلمات اللازمة للحفاظ على الاحتكاك والتدفئة الاحتكاك المعلمات المطلوبة لأنظمة العمل الساخنة من سبيكة. لا يعني أن TSW'ing لن يكون مفيدا لحام الألومنيوم. إنها قادرة على لحام جميع سبائك الألومنيوم سواء كانت صفائح رقيقة أو ألمنيوم مقسم سمكا ، كل ذلك في ممر واحد.
وقد أدى تطوير عملية TSW إلى تصنيع آلة واسعة النطاق ، كما هو مبين في الشكل 2. تم استخدامه لدعم العمل السابق الممول من قبل وكالة مشاريع الأبحاث الدفاعية المتقدمة (DARPA) ومكتب الأبحاث البحرية (ONR). كانت النواتج الخاصة بهذا المشروع تتمثل في إثبات نجاح التمرير الفردي للتضخم بسماكة 500 سم (25.2 ملم) من التيتانيوم النقي التجاري (CP) و Ti 6-4 ELI.
بما أن عملية TSW تعمل على إزالة وظائف التقليب والتسخين والتزوير الخاصة بعملية FSW'ing وتسمح بالتحكم المستقل في كل عنصر من عناصر العملية ، يمكن تحقيق تطبيقات / قدرات جديدة وفريدة من نوعها باستخدام عملية TSW عبر عملية FSW. بما أن تكوين عملية TSW يستخدم لوحات احتواء غير دوارة (بدلاً من كتف دوّارة في عملية FSW) لتطبيق أحمال متزايدة على كتلة صلبة من اللدائن ، فمن الممكن تشكيل لوحات الاحتواء العلوية والسفلية لهندسة محددة وفريدة من نوعها. تم ذلك في العمل المشار إليه المكتمل لـ DARPA / ONR. وكان أحد المستطاعين عبارة عن هيكل على شكل سداسي الشكل يمثل عنصرا فرعيا من البرج المدفعي الفرعي. يوضح الشكل 3 إحدى اللحامات الزاوية بينما يوضح الشكل 4 الجزء المكتمل. ﻻﺣ Note أن إﻋﺪاد ﻣﻔﺼﻞ اﻟﺘﻌﺎﻣﻞ ﻣﻊ اﻟﻮﺣﺪة هﻮ زاوﻳﺔ ٦٠ درﺟﺔ واﻧﺘﻘﻠﺖ أداة اﻟﺘﺤﺮك ﻣﻦ ﺧﻼل ﻣﻘﺪﻣﺔ ﻣﻮاﺻﻔﺎت اﻟﻠﺤﺎم ذات اﻟﺰواﻳﺎ اﻟﻤﺰدوﺟﺔ ﻓﻲ ﻣﻤﺮ واﺣﺪ. تطبيق آخر تكون عملية TSW مثالية له من أجل لحام المفاصل اللفة.
ميزة أخرى لعملية TSW هي القدرة على اللحام باستخدام التحكم في درجة الحرارة في الوقت الحقيقي. هذا يتطلب مراقبة دقيقة في الوقت الحقيقي والتحكم في درجة الحرارة في منطقة اللحام. مثال على ذلك هو لحام التيتانيوم حيث يكون من المرغوب فيه الحفاظ على درجة حرارة القطع النحاسية لدرجات حرارة أقل من درجة حرارة بيتا حوالي 890 درجة مئوية. (1634F). من أجل الحفاظ على درجة حرارة اللحام هذه ، يجب موازنة درجة حرارة لفائف الحث المناسبة مع التسخين التشوهي لضمان الوصول إلى درجة الحرارة المستهدفة والحفاظ عليها أثناء عملية الانضمام بأكملها لإنتاج بنية مجهرية متجانسة. عند القيام بذلك ، يتم إدخال درجة حرارة الهدف المدخلات 870C (1600F) في نظام التحكم. يسخن اللولب الحث درجة حرارة اللحام إلى درجة حرارة الإدخال ، وفي هذه الأثناء ، يتحرك الشغل بين الألواح العلوية والسفلية للاحتواء التي تثبّت على قطعة الشغل بقوة تزوير مطلوبة. ثم تبدأ أداة التحريك في اثارة مفصل اللحام. إذا رأى مستشعر درجة الحرارة أن درجة حرارة اللحام قد انخفضت إلى ما دون درجة حرارة الهدف المدخلة ، فإن معدل السفر يتباطأ و / أو يزيد معدل العائد لكل ألف ظهور في التحريك و / أو تزداد قوة الملف التعريفي. هذه الأحداث الثلاثة ، إما مستقلة أو جنباً إلى جنب ، ستزيد درجة حرارة اللحام. إذا تم تجاوز درجة حرارة الهدف المدخلات ، فإن معدل السفر سيزداد و / أو سوف يقلل RPM أداة التحريك و / أو طاقة اللولب التعريفي سيقلل كل ذلك من تأثير التبريد على كتلة صلبة اللحام. واحدة من أهم نقاط البيانات بالنسبة للحامات الممتازة هي معرفة أنه يتم الحفاظ على درجة حرارة ثابتة أثناء اللحام مع قليل من التذبذب.
لحام بالموجات فوق الصوتية ضجة
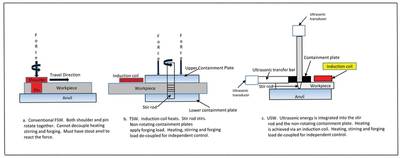
الشكل 1 رسم تخطيطي يبين الفرق بين FSW و TSW و USW. الصورة: ناسا
يشبه USW إلى TSW'ing في أن RPM التحريك ، والتدفئة ، والقوة الانضغاطية للوحة الاحتواء قد تم فصلها من أجل تحكم أكبر في العملية. إنه مختلف عن TSW و FSW في أن الطاقة فوق الصوتية مدمجة في أداة التحريك الدوارة ولوحة الاحتواء غير الدورية. يوضح الشكل 1 التخطيطي للعملية ويوضح الشكل 5 النموذج الأولي USW الموجود في MSFC. تشمل فوائد استخدام عملية USW اللحامات المنفصلة في الألمنيوم والسبائك المقاومة للحرارة ، وانخفاض قوى الغمس في المحور Z ، وانخفاض قوى الاحتكاك في المحور X ، وقوى القص المنخفضة في المحور X ، وزيادة معدلات السفر ، وزيادة أداة التحريك حياة.
Isogrid and Orthogrid Structures
إن أجهزة صُنع نظام إطلاق الفضاء (SLS) ، وهي في الأساس منشآت الخزانات المبردة ، تستفيد من القوة المتفوقة والصلابة الموجودة في هياكل Isogrid و Orthogrid. ويبين الشكل 6 هياكل Isogrid و Orthogrid. تحتوي كل من الهياكل Isogrid و Orthogrid على مقويات مدمجة تتميز بشكل مميز بنسب القوة إلى الوزن أو الصلابة إلى الوزن للعديد من التطبيقات إلى جانب خزانات الدفع الفضائية الجوية. Isogrid قادرة على تحمل كل من أحمال الضغط والانحناء ، مما يجعلها مثالية للتطبيقات الفضائية والتطبيقات الفضائية. يتمتع Orthogrid بفوائد مشابهة لـ Isogrid ، ومع ذلك فهو يختلف من حيث نمطه البنيوي - حيث تستخدم الأضلاع المقوية نمطًا من الوافل المربّع أو المستطيل بدلاً من المثلث. وتستخدم كل من تكوينات ذاتية التقوية حيث الوزن المنخفض ، والصلابة والقوة والتسامح الضرر مهمة.
 الشكل 6: التركيبات المتشظية و Orthogrid integrally stiffened. صورة: ناسا باستخدام تقنيات ناسا للتطبيقات البحرية
الشكل 6: التركيبات المتشظية و Orthogrid integrally stiffened. صورة: ناسا باستخدام تقنيات ناسا للتطبيقات البحرية
من المؤكد أن تطبيق تقنيات الفضاء الجوي على التطبيقات البحرية سيكون تحديًا. يجب تطبيق منهج "الارتفاعات" بدايةً من تحليل الإجهاد والفشل الذي سيؤدي إلى تصاميم بدن أولية. وقد تركز تصميمات بدن القوارب الجديدة على التخلص من مئات المقويات الهيكلية ، مما يقلل تكاليف العمالة والتفتيش بشكل كبير. ستسمح التصاميم الجديدة باستخدام عمليات ومواد جديدة متقدمة للحام الصلب. نفس تلك المستخدمة في تصنيع ناسا لأجهزة الفضاء وبرامج البحث والتطوير مثل برنامج نظام إطلاق الفضاء. تحليل التكاليف والفوائد التجارية سوف يؤدي إلى نقطة التعادل لتدفق التكنولوجيا الجديدة في الصناعة البحرية. يمكن تصنيع واختبار مقالة توضيحية نموذجية للتصنيع تبين فوائد وفورات التكلفة في اللحامات التلقائية للحركة الصلبة أحادية الجانب ذات قوة أعلى بكثير من اللحامات اليدوية الانصهارية ، بالإضافة إلى المزيد من التوفير في التكلفة وتأثيرات الجدول الزمني الإيجابية باستخدام عمليات الفحص التلقائي للحام في الوقت الحقيقي.
إن إدراك عمليات التصنيع المتقدمة والتقنيات المتقدمة يتم استخدامها وتطويرها للتطبيقات الفضائية في صناعة الطيران الأمريكية ، ربما ينبغي لقطاع الصناعة البحرية أن يحقق في التقنيات الواردة في هذه المقالة بالإضافة إلى المواد والعمليات المتقدمة الأخرى المتاحة لتحديث جهود بناء السفن. وتشمل المسارات المحتملة للتحديث الكونسورتيوم والشراكات وغيرها من ترتيبات التنمية المشتركة التي يمكن أن تركز على تطبيقات التصنيع البحري.
نظرًا لضيق المساحة ، تم اختصار هذه المقالة ولمس النقاط البارزة في التكنولوجيا المستخدمة والمطورة لبرامج التصنيع في ناسا. لمزيد من المعلومات التفصيلية ، يرجى الاتصال بالسيد Sammy Nabors ، برنامج نقل التكنولوجيا ، مركز مارشال لرحلات الفضاء ، 256-544-5226.
1 استُخدمت عملية FSW في برنامج تصنيع الخزانات الخارجية دعماً لبرنامج المكوك الفضائي. تم استخدام FSW لإكمال اللحامات الطولية في خزانات السائل الستة الأخيرة (LH) والأكسجين السائل (LOX). عيب FSW المعروف الوحيد الذي حدث في التصنيع عندما انقطع التيار الكهربائي في نصف الطريق إلى خزان خزان LH عشرين قدم. بعد التخلص من لوحة مراجعة المواد (MRB) ، تقرر تأهيل تقنية إصلاح FSW ، وبالتالي ، منع تخريد خزان الهيدروجين السائل
نبذة عن الكاتب: جيف دينغ
بدأ جيف دينغ مسيرته المهنية في مركز مارشال لرحلات الفضاء التابع لناسا في يونيو عام 1986. ويشمل تعليمه درجة البكالوريوس في علم الأحياء ، جامعة بولينغ غرين الحكومية ، 1976 ، بكالوريوس هندسة اللحام ، جامعة ولاية أوهايو 1986 ، وماجستير في العلوم ، جامعة تينيسي 1993. أحضر عملية اللحام بالاحتكاك (FSW) إلى وكالة NASA في الإطار الزمني 1995/1996 عندما قام بتأمين مطحنة مملة Kearney و Trecker Horizontal بحجم 14 طن وتحويلها إلى أول نظام FSW في NASA. وقد أكمل أول عقد له في FSW في نوفمبر 1996. واصل تطوير FSW بالإضافة إلى اللحام بالموجات فوق الصوتية (USW) ولحركة التحريك الحراري (TSW) منذ عام 1996 ، وقد قام بتأليف 13 براءة اختراع أمريكية في تكنولوجيا اللحام بالحالة الصلبة.

شركة EnZed تحصل على أول تصريح للتنقيب البحري في نيوزيلندا بعد إلغاء الحظر

شركة أولسيز تقوم بتركيب جزء رئيسي من خط أنابيب تحت سطح البحر لمشروع الغاز الطبيعي المسال الكندي
-172537 "(حقوق الصورة: Allseas)")
قطر للطاقة تمدد حالة القوة القاهرة المتعلقة بالغاز الطبيعي المسال، وتستأجر ناقلات نفط.

شركة OneSubsea تحصل على وظيفتين لتعزيز الإنتاج لصالح شركة Vår Energi
-172325 "(حقوق الصورة: OneSubsea)")
اسكتلندا توافق على مشروع مزرعة رياح كاليدونيا البحرية التابعة لشركة أوشن ويندز بقدرة 2 جيجاواط
-172289 "(حقوق الصورة: أوشن ويندز)")
مشروع غران مورغو، وهو مشروع عائم لإنتاج وتخزين وتفريغ النفط في سورينام، يقيّم تقنية القطر بمساعدة الرياح
-172264 "(حقوق الصورة: SBM Offshore)")
عمال شركة إنبكس الأسترالية للغاز الطبيعي المسال ينهون نزاعهم باتفاق تاريخي على الأجور

اتفاقية هاليبرتون نتس للحفر والإكمال لمشروع غران مورغو التابع لشركة توتال إنيرجيز
-172200 "موقع مشروع غران مورغو (مصدر الصورة: توتال إنيرجيز)")
شركة فيليستو تُنهي صفقة بيع منصة الحفر البحرية "ناغا 3" لشركة إندونيسية

-172177 "جهاز NAGA 3 (حقوق الصورة: Velesto)")
شركة بيكر هيوز تفوز بعقد توسعة محطة سابين باس للغاز الطبيعي المسال التابعة لشركة شينير
-172102 "(حقوق الصورة: شينير)")
شركتا بلو إنيرجيز وتوتال إنيرجيز تُسرّعان عمليات الاستكشاف قبالة سواحل ليبيريا

الجزء العلوي من منصة هوجين بي في طريقه إلى مشروع تطوير بحر الشمال
-171989 "(حقوق الصورة: Aker BP)")